
器才干完结的各种加工使命,因而也具有了更多的加工优势,下面咱们经过部分职业的加工事例剖析QCW的加工优势。
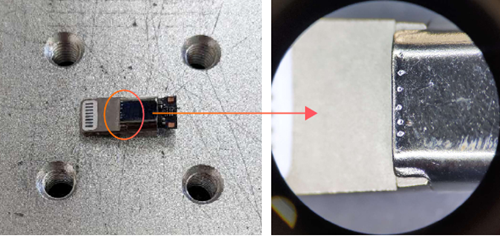
使用要求:0.3mm不锈钢点焊到不锈钢基材,要求焊点直径0.1mm以内;
使用剖析:比照YAG点焊,QCW焊点更小,外观更平坦,更适合小型插头焊接。
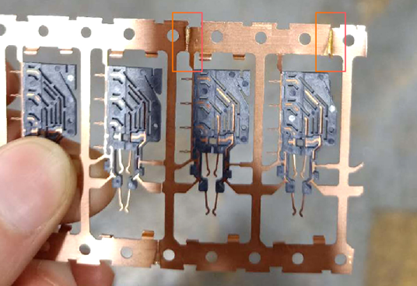
使用事例:每卷料带之间需焊接一同,然后紫铜焊料带冲压成型3C电子元器件;
使用剖析:紫铜资料反射率高,QCW这种具有大单脉冲能量和高峰值功率的激光器焊接作用最佳,YAG激光器能量输出不精细,不适合焊接薄的高反资料。
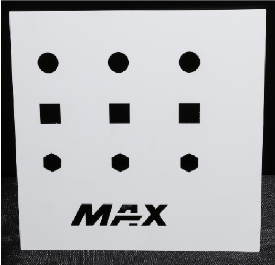
使用剖析:QCW峰值功率高,比照接连激光器切开,热量更小,陶瓷不易受热开裂。

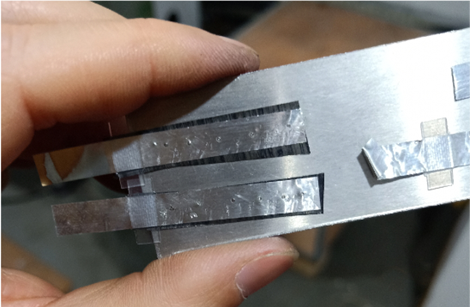
使用剖析:比照YAG激光器,QCW输出能量更均匀安稳,能量操控更精细,更适合精细薄资料点焊。
使用剖析:比照YAG激光器,QCW输出能量更均匀安稳,能量操控更精细,更适合薄资料点焊。
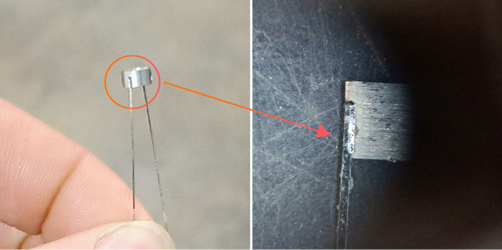
使用要求:0.2mm钛合金支柱焊接到0.2mm钛合金帽,要求结实,不发黑;
1、创鑫激光QCW系列新产品有模块和整机两种标准装备,且体积小,具有多样兼容性,能够直接代替市道产品直接用,且接线便利,能使用于离线、QCW激光器=
+接连激光器,可切换脉冲及接连形式,并一起处理以往两个不同激光器的加工使命;3、具有高峰值、高脉冲功率特色,其峰值功率可达接连形式运转下平均功率的10倍;脉冲能量安稳性高,脉冲能量安稳性波动性2%,适用于精细焊接场合;
4、可根据不同使用需求(焊接、切开)挑选光束形式与光纤芯径,多种输出芯径可供挑选,适用于不同的使用场合;
5、可代替灯泵浦(YAG),QCW激光器=Nd:YAG激光器(钻孔+焊接)+光纤激光器(切开)。












